

The hydraulically operated butt fusion machine features robust, compact, and rugged reliability.



























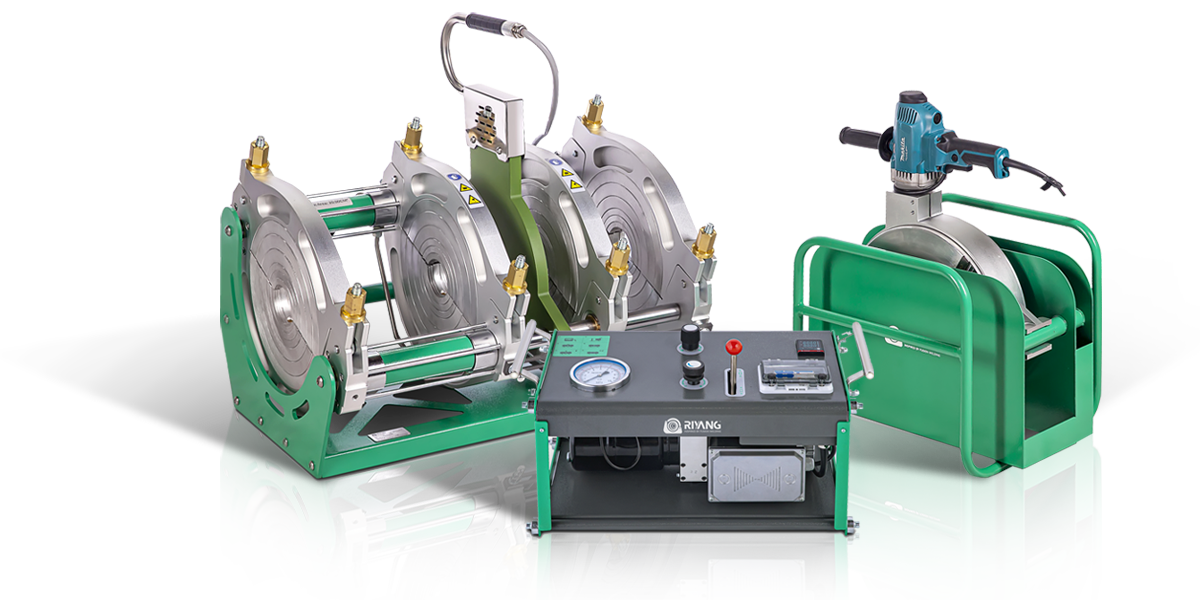
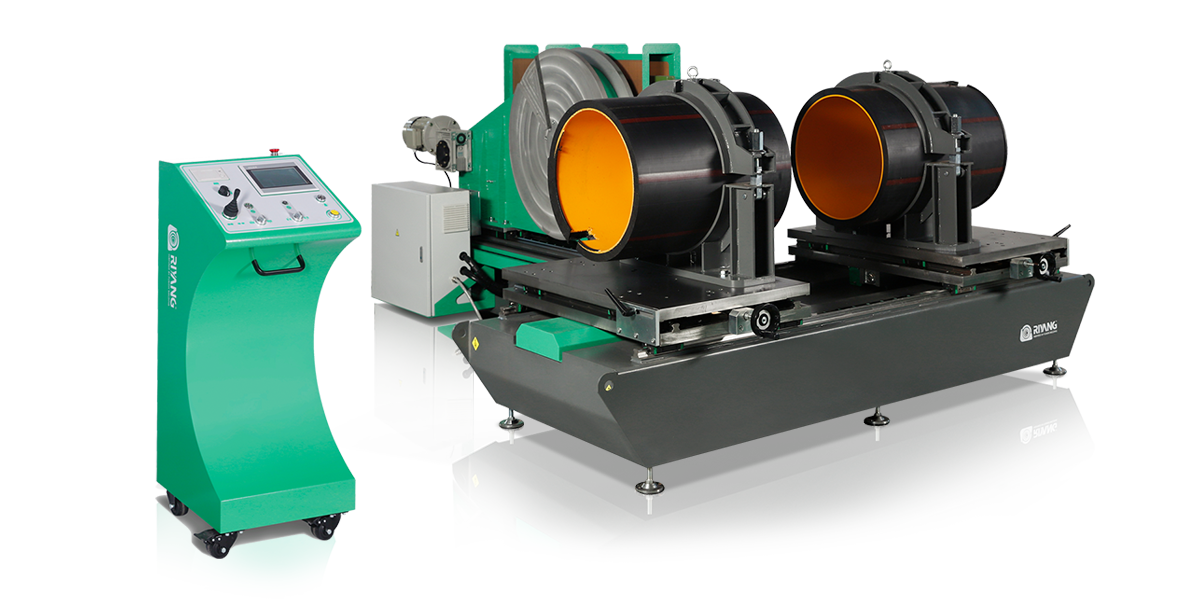
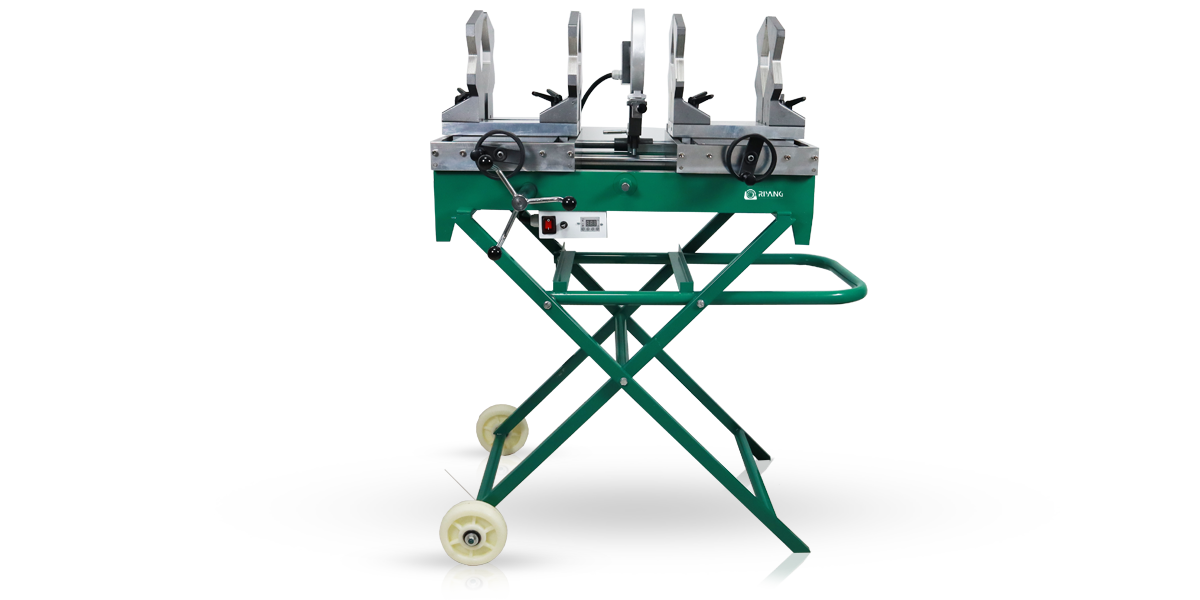

























HDPE pipe welding machine price is not a fixed number. It depends on pipe diameter range, control type (manual, hydraulic, or CNC automatic), mobility configuration, data-logging capability, and after-sales support. This article explains the seven cost drivers that determine the real price of a butt fusion machine and provides a line-item quote checklist for buyers.
More
